Anyone have any knowledge on the 3-angle valve grinds I see advertised by some cylinder shops? I need to get some valve work done but I don't know where to send my cylinders. Some of the shops offer a 3-angle grind which I guess adds performance but does it make a noticeable difference?
The shop I think I'm going to use does only 3-angle grinds which is fine. Another shop I called does just the standard work and is about half the cost; only a couple hundred bucks difference. I want the valve job done right so picking the right shop is most the most important.
Any shop recommendations? I need guides replaced, valves refaced and lapped, probably some valve replaced.
3-angle valve grind ?
Mon Nov 02, 2020 1:20 pm

Mon Nov 02, 2020 4:01 pm
Re: 3-angle valve grind ?
Very good question? I have done some reading on valve grinding but seem to get different opinions on what is best. One article talked about a 5 angle grind if I remember right it helped with airflow. However, other articles talk about heat transfer from the valve to the seat and that a simple 3 angle was better. It might even matter on type of valve sodium vs non sodium filled valves? I will be following.
DENNY
DENNY
DENNY
Mon Nov 02, 2020 4:12 pm
Re: 3-angle valve grind ?
I heard it quite a few years ago. Central Cylinder has a Serdi machine that does all three at once. Funny how I can remember Serdi from many many years ago.


Mon Nov 02, 2020 4:56 pm
Re: 3-angle valve grind ?
If 3 angle is done right this is the best. Seat width to specs. There is always some misalignment between the valve and seats, proper 3 angle will provide proper seat width around the entire seat and even temperature. This should provide better sealing and longer life. They should be leak tested, I use solvent. You can double check this before installing them. Also check stem to guide clearance, some shops go to the loose side here, this shortens the life of the cylinder, most leaking valves are caused by excessive stem to guide clearance. Ask what they do.
- bush master offline
- Posts: 108
- Joined: Wed Feb 04, 2009 8:15 pm
- Location: Hay Springs, ne
Mon Nov 02, 2020 5:06 pm
Re: 3-angle valve grind ?
Are 3-angle grinds somewhat standard now? I check my cylinders and they are not 3-angle. Only a few cylinder shops mention it so I’d guess not.
Mon Nov 02, 2020 5:14 pm
Re: 3-angle valve grind ?
I let Lycon talk me into it. They were doing the cylinders anyway so... "sounds good!" Maybe it was a 5 angle.
- Zzz offline


- Posts: 2854
- Joined: Fri Oct 08, 2004 11:09 pm
- Location: northern
- Aircraft: Swiveling desk chair
Half a century spent proving “it is better to be thought a fool than to open your mouth and remove all doubt.”
Mon Nov 02, 2020 10:11 pm
Re: 3-angle valve grind ?
I've never done anything else. That's the way I was taught 40+ years ago. We did them on the Curtis Wrights as well as Pratts, when I worked in the overhaul shop. It takes a little longer, but you can place the seating area exactly where you want it after doing a few.
John
John
- hardtailjohn offline

- Posts: 924
- Joined: Thu Mar 16, 2006 7:06 pm
- Location: Marion, Montana
God put me here to accomplish a certain amount of things...right now I'm so far behind, I'll never die!!
Tue Nov 03, 2020 1:41 pm
Re: 3-angle valve grind ?
For high performance Cyl work contact Performance Aircraft Berryville, AR @ 870-423-3322, you might also want to talk to Seth about Venturi Seats..
- okmike offline

- Posts: 25
- Joined: Thu Jan 28, 2010 8:05 am
- Location: NE OK
- FindMeSpot URL: http://share.findmespot.com/shared/face ... q6il9bpKu5
Tue Nov 03, 2020 5:03 pm
Re: 3-angle valve grind ?
I checked two of my cylinders that were worked on in the past according to the logbook. Neither one has a 3 angle grind done on the seats.
Seth is who I was planning to use but I haven’t decided for sure.
okmike wrote:For high performance Cyl work contact Performance Aircraft Berryville, AR @ 870-423-3322, you might also want to talk to Seth about Venturi Seats..
Seth is who I was planning to use but I haven’t decided for sure.
Wed Nov 04, 2020 3:08 pm
Re: 3-angle valve grind ?
We always did the 3 angle on the valve
- okmike offline
- Posts: 25
- Joined: Thu Jan 28, 2010 8:05 am
- Location: NE OK
- FindMeSpot URL: http://share.findmespot.com/shared/face ... q6il9bpKu5
Wed Nov 04, 2020 8:23 pm
Re: 3-angle valve grind ?
More important than multiple valve angles is concentricity. Runout should be limited to a max of .002”. This is one of the leading contributors to burned valves and early guide wear. I see a lot of crappy quality valve seats done with multi angle cutters. Not the fault of the tooling as much as the operator. It’s too easy for a worker who doesn’t care to crash the cutter to the work and push to the stop without any thought about the end result other than its just done. Out the door, not my problem attitude. The problem is rampant throughout the engine business both aircraft and automotive. A lot of garbage new parts out there. Three angle seats are probably more than enough for our ancient air cooled tractor motors. A back cut on the valves will probably enhance low lift flow moreover than a whole bunch of fancy multiple angle seats. There is more to flow issues than fancy valve jobs. Issues such as combustion chamber shrouding play a significant part as well as turbulence in the ports and manifolds. Aircraft engines are rather crude designs by today’s standards.
- RockHopper offline
- Posts: 213
- Joined: Sun May 27, 2007 1:11 pm
- Location: North Idaho-Next best thing to AK
Wed Nov 04, 2020 8:43 pm
Re: 3-angle valve grind ?
Perhaps terminology is a barrier here. I’m a pretty good engine assembler but not at all a modifier so I get lost in mod terminology pretty easy.
The 3-angle grind I was asking about is done to the seats. I’m told 3-angle grinds should be standard and most hotrod airplane guys are using 5-angle grinds. The car guys are using “radius” grinds where the only flat spot on the seat is where the valve face seals.
Back cutting the valve and working on the margins isn’t something I even knew about when I started this thread.
I sent my cylinders to Seth and asked for his basic valve job. Durability is my number one concern and I figure getting the valves done by Seth would be better than a big production shop that likely has the “out the door” attitude RockHopper mentioned above.
The 3-angle grind I was asking about is done to the seats. I’m told 3-angle grinds should be standard and most hotrod airplane guys are using 5-angle grinds. The car guys are using “radius” grinds where the only flat spot on the seat is where the valve face seals.
Back cutting the valve and working on the margins isn’t something I even knew about when I started this thread.
I sent my cylinders to Seth and asked for his basic valve job. Durability is my number one concern and I figure getting the valves done by Seth would be better than a big production shop that likely has the “out the door” attitude RockHopper mentioned above.
Thu Nov 05, 2020 2:09 pm
3-angle valve grind ?
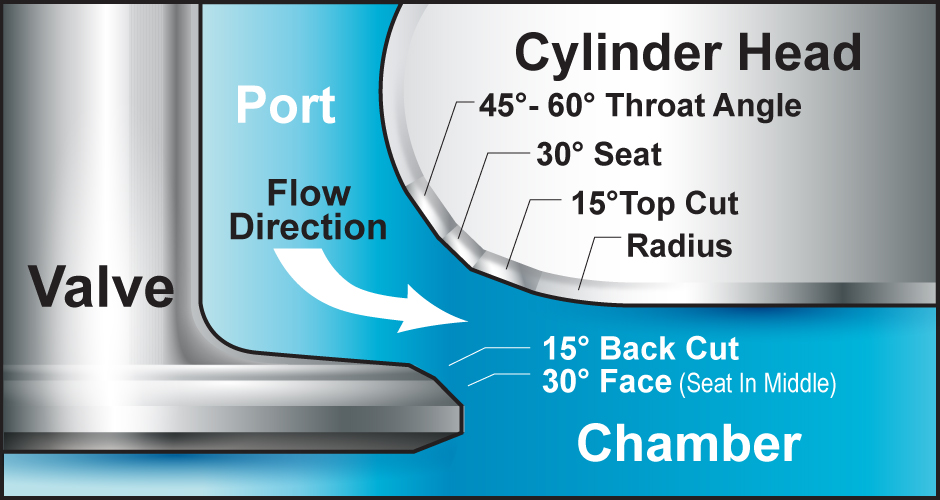
Three angles is standard on most valve seats doesn’t matter if it’s a Honda 300 ATV or a giant container ship engine burning bunker feul. Depending upon the engine, the valve seat is either 30 or 45 degrees. Let’s say we’re dealing with a Lycoming 30 degree intake valve seat. Thirty degree stone is used first to clean up the seat. Then to narrow the seat and center the seat on the valve face two angles are needed. 15 degrees and 45 degrees. The Lycoming exhaust seat requires two angles, 45 degrees for the valve seat and 30 degrees to narrow the seat. If you grind the ID of the exhaust seat you WILL move the valve seat area to the outer edge of the valve seat face...that is a no no.
This is an O320 exhaust valve wherein some knuckle head narrowed the ID of the exhaust seat. You can see the valve seat is right on the edge of the valve face.

In this pic you can see just how close a marginally correct valve seat is ground...the seat area on the valve is very close to the edge of the valve.
 this is a picture of an O320 exhaust valve after grinding to remove the 60 degree angle from the seat. I like using lapping compound to see were the seat is on the valve face. From this point I narrowed the OD of the seat.
this is a picture of an O320 exhaust valve after grinding to remove the 60 degree angle from the seat. I like using lapping compound to see were the seat is on the valve face. From this point I narrowed the OD of the seat.
 in this pic is an example of where the seat wherein three angles were used to narrow the seat and locate it correctly on the valve seat face...is John Deere 4039 head
in this pic is an example of where the seat wherein three angles were used to narrow the seat and locate it correctly on the valve seat face...is John Deere 4039 head
Sent from my iPad using Tapatalk Pro
This is an O320 exhaust valve wherein some knuckle head narrowed the ID of the exhaust seat. You can see the valve seat is right on the edge of the valve face.
In this pic you can see just how close a marginally correct valve seat is ground...the seat area on the valve is very close to the edge of the valve.
this is a picture of an O320 exhaust valve after grinding to remove the 60 degree angle from the seat. I like using lapping compound to see were the seat is on the valve face. From this point I narrowed the OD of the seat. in this pic is an example of where the seat wherein three angles were used to narrow the seat and locate it correctly on the valve seat face...is John Deere 4039 head Sent from my iPad using Tapatalk Pro

DISPLAY OPTIONS
Who is online
Users browsing this forum: No registered users and 0 guests
Latest Features
-
Live to Tell
A Minnesota pilot is surprised to learn that the sudden asymmetric drag of an out-of-rig ski can…Read More -
Creators
Working in some of the Yukon's most beautiful and remote environments, photographer Simon Blakesley captures aircraft in…Read More -
Aircraft Ownership and Maintenance
Upgrading to big tires can make a huge difference in backcountry performance, but with those gains come…Read More -
Tales from Yesteryear
In this tale from bush flying yesteryear, Don Cogger signs up to help Atlee Dodge Jr recovery…Read More




Latest Knowledge Base
-
Destinations
A regional guide with ideas for winter camping destinations in California, Nevada, New Mexico, and Arizona.Read More -
Aircraft
Finding an affordable aircraft that can handle the backcountry for $80K or less? A challenge for sure, but with the…Read More -
Aircraft
01.29.2018 - Zane - Updated tire diameter graphic to add 8.50x10 Guide to tires for use in the backcountry and off-airport landing…Read More -
Pilots
12.22.2013 - Initial article format Operating aircraft on skis and negotiating a snow-covered landscape is an entirely unique skillset and environment.…Read More



